Research on hot air stranded wire materials and processes
![]() 2024.10.16
2024.10.16
 Articles
Articles
 GOTREND Technology Co., Ltd.
GOTREND Technology Co., Ltd.

1. Composition and function of hot air stranded wires
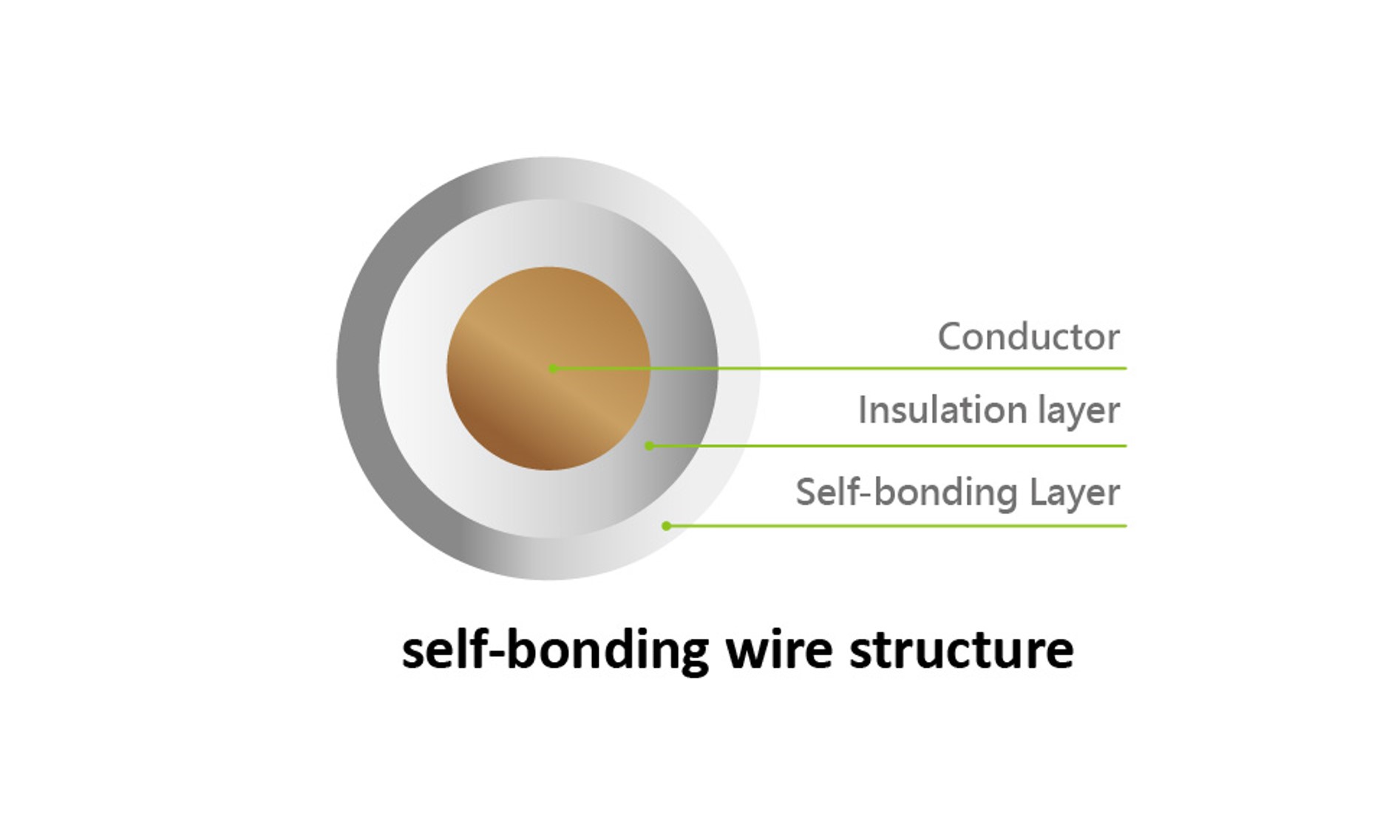
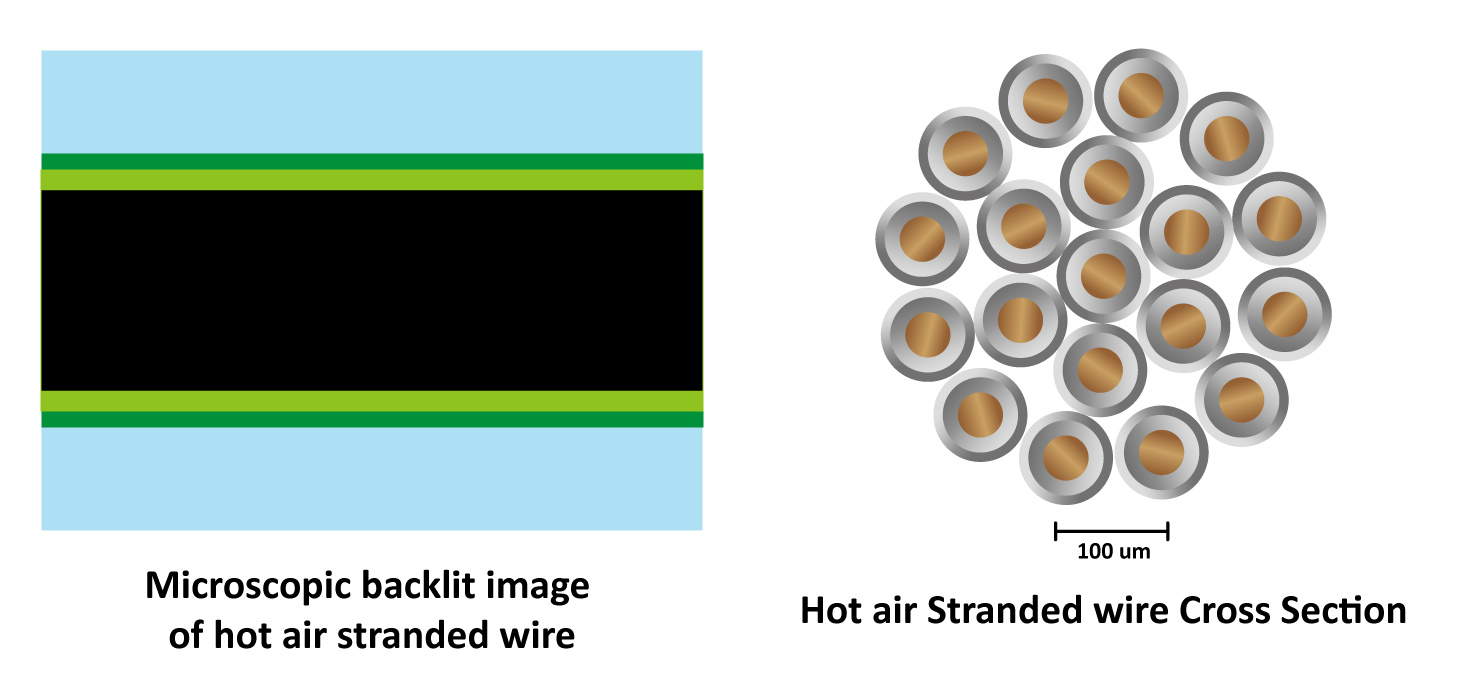
Hot air stranded wires consist of multiple single-strand insulated wires and are widely used in applications requiring good flexibility and high-frequency performance. The insulated wires are made from conductor materials (such as copper or aluminum), insulating varnish, and a self-bonding layer.
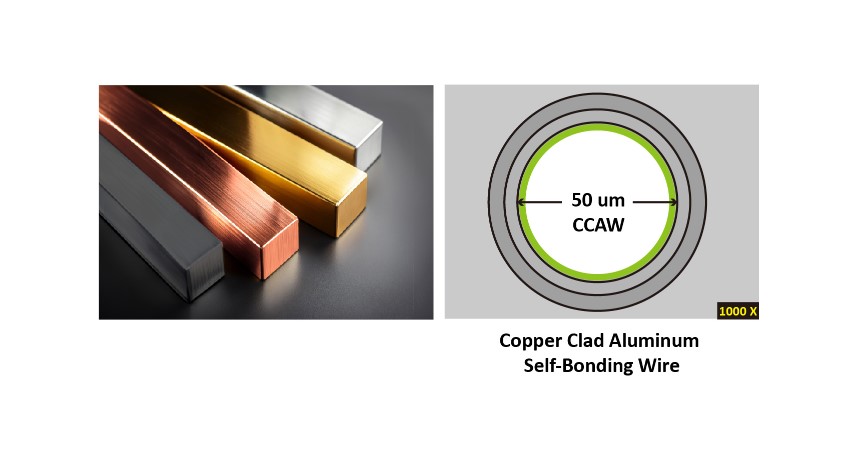
Conductor material :
Copper is the standard conductor material, known for its excellent conductivity and exceptional winding properties. Aluminum is sometimes chosen when weight reduction or larger diameters are required. However, since aluminum conductors are prone to oxidation and difficult to connect, copper-clad aluminum serves as a compromise between copper and aluminum. For various specialized applications, we offer a range of conductor material options, including brass, silver, nickel, gold, stainless steel, and copper alloys with enhanced mechanical strength or bend resistance. Additionally, the conductor surface can be coated with different materials such as silver or nickel.
Types of Insulation Layers :
(1) Polyurethane is a varnish type that is easy to solder, weld, or crimp directly. For fine wires, the biggest advantage of this varnish is its ease of direct soldering.
(2) Polyesterimide is an insulating varnish with higher temperature resistance. Except for pure polyesterimide (Estersol© 180), it cannot be soldered directly.
Self-Bonding Layer :
In addition to the insulating base varnish layer mentioned above, a self-bonding layer can also be applied. Self-bonding wire is an enameled wire with a self-bonding layer applied over the base insulation layer.
When heated or exposed to a solvent, the wires adhere to each other. Coils wound with self-bonding wire can be fixed and shaped using heat or solvents. Once the self-bonding layer melts, each turn of the coil adheres together, forming a self-supporting coil (such as a no bobbins hollow coil) or a specialized coil suited for further processing.
Using hot air stranded wire offers advantages in winding applications that traditional enameled wire cannot provide, such as eliminating the need for a bobbins and the steps of taping or varnishing. In many applications, such as high-power speakers or small motors, hot air stranded wire can enhance performance and reliability.
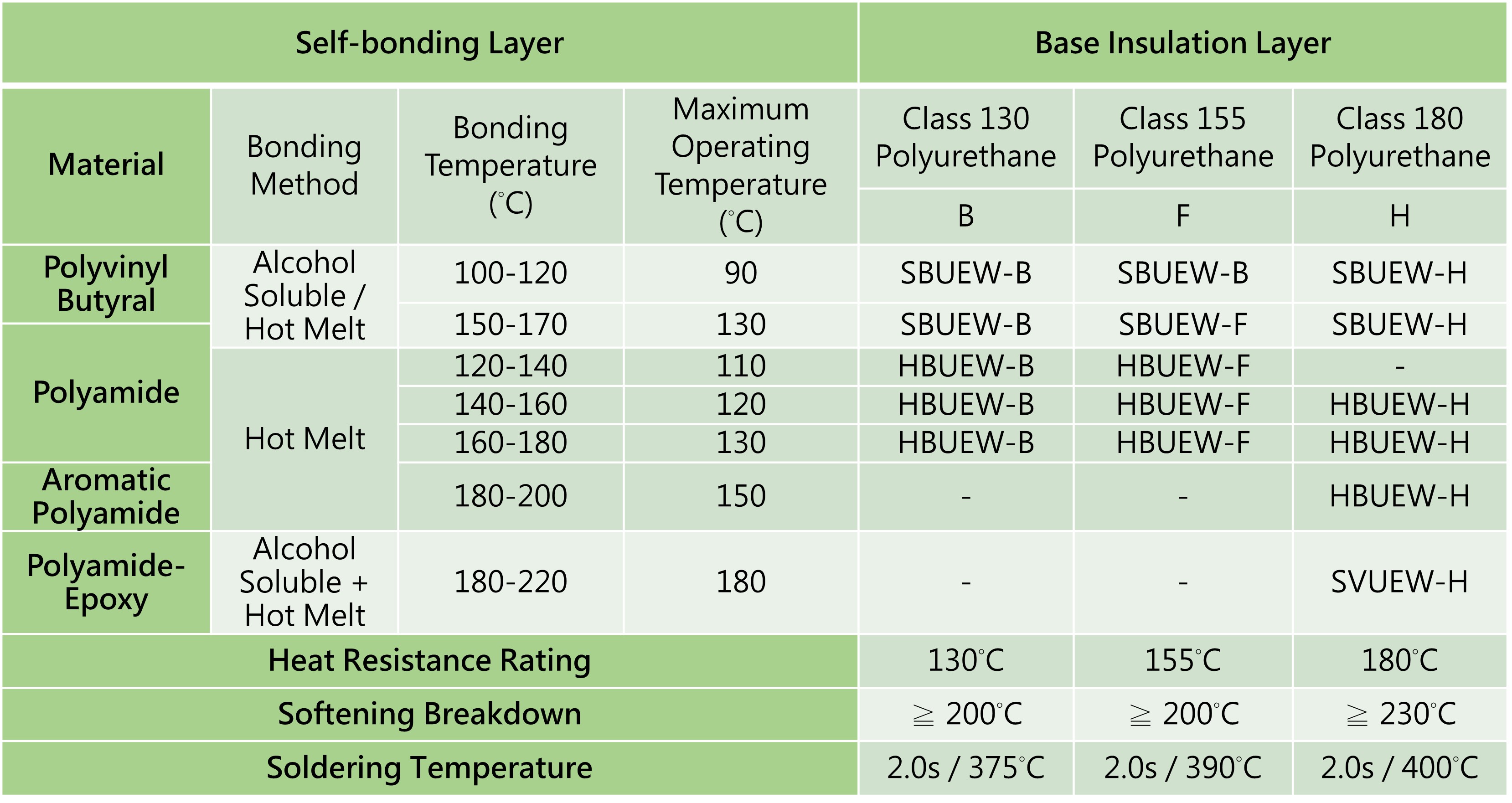
A key characteristic of self-bonding wire is the thermal stability of the wound coil at high temperatures. Thermoplastic self-bonding layers soften at high temperatures, reducing adhesive strength, but this also facilitates the reworking of the coil, such as reshaping it and re-bonding it at high temperatures. Thermosetting self-bonding layers offer higher heat resistance and only lose adhesive strength when the varnish film is exposed to temperatures beyond its tolerance, which may cause the film to break down.
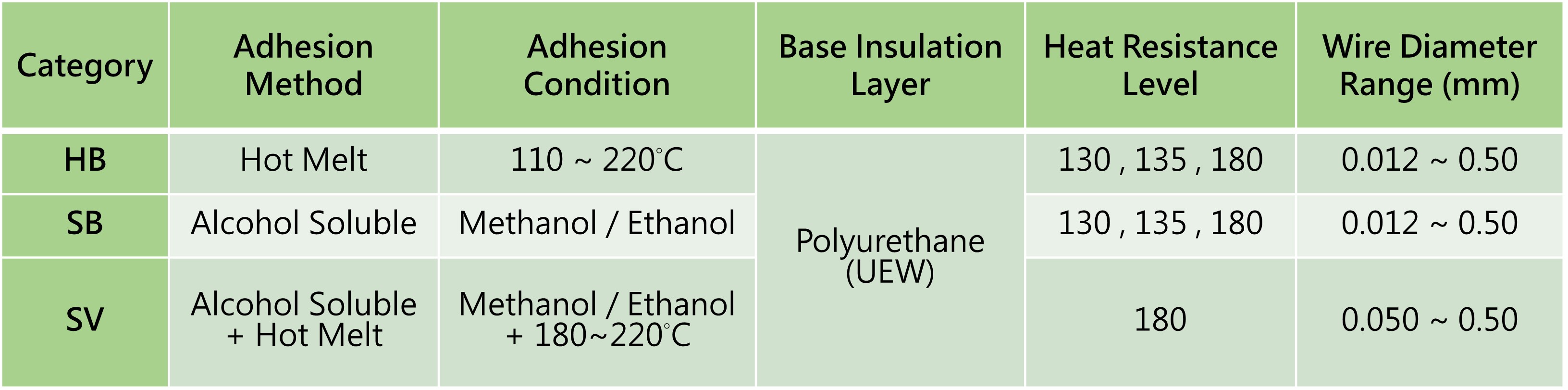
Self-bonding wires can be classified based on the basic chemical properties of the self-bonding layer, with key differences including heat resistance, technical performance, and bonding methods.
2. Hot Air Stranded Wire Adhesion Process
The self-bonding layer on the surface of the self-bonding wire can develop adhesive properties when exposed to high temperatures or chemical solvents.
The specific adhesion process is as follows: The self-bonding layer of the stranded wire can adhere through heating, where the principle is to heat the wound coil to slightly above the melting point of the self-bonding layer, causing it to melt and bond the wires together. Hot air adhesion has a significant advantage in that it does not require secondary processing after winding. This method is cost-effective and is mainly used for self-bonding wires with a diameter smaller than 0.200 mm. With the development of ultra-high-temperature self-bonding layer types, this adhesion method has become increasingly common in recent years.
3.Production process of hot air stranded wire
(1) Before production, select the appropriate pitch ratio, twisting rate, pitch length, and twisting direction. These parameters directly impact product quality, stability, strength, resistance, and material consumption.
(2) Adjust the positioning of individual wires on the payoff board based on experience.
(3) Choose a suitable die size; typically, the die aperture should be 0.3–0.5 mm smaller than the wire diameter.
(4) Properly adjust the tension of the payoff spool to ensure consistent and adequate tension for each individual wire.
(5) Adjust the twist compensation device properly, ensuring consistent angles to eliminate internal stress generated during the processing.
(6) Minimize the number of stops during the twisting process and aim for smooth, continuous production.

4.Production Process of Hot Air Stranded Wire
Wire Drawing Process :
The wire drawing process involves using 8mm (or 5/16 inch) copper rods as the raw material, which are drawn down to the desired bare wire size through several stages using wire drawing dies. To produce ultra-fine wires with diameters less than 10 microns, the copper rod must have high purity and consistent quality.
The drawing process is carried out on a series of wire drawing machines with progressively smaller diameter ranges. The bare wire is gradually and permanently stretched thinner and longer as it passes through a series of dies, while maintaining its volume. The quality of the copper, fine-tuning between different drawing stages, and especially the quality of the wire drawing dies are crucial for obtaining high-quality bare wire. The material used for the die's sizing zone includes natural or synthetic diamonds, as well as tungsten carbide for coarse wire dies.
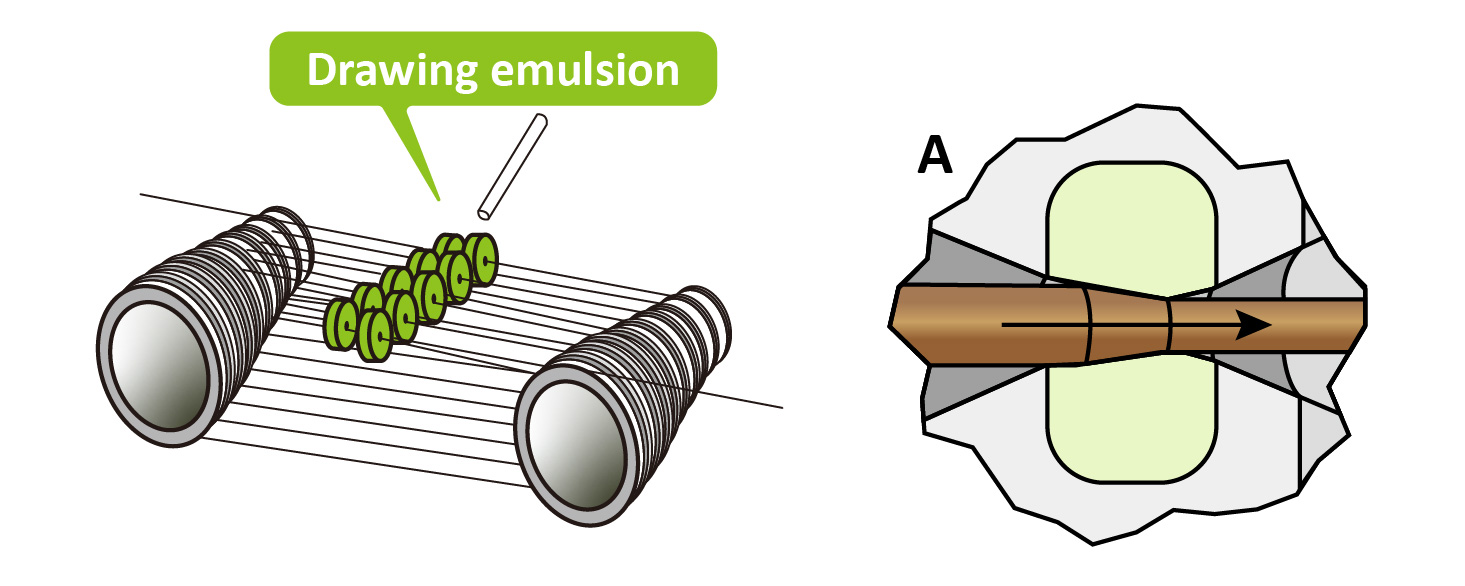
Multi-Stage Drawing Cross-section of a drawing die
Varnishing Process :
Varnishing is a continuous process consisting mainly of annealing, insulation varnish application, curing, lubricant application, tension control, and winding.
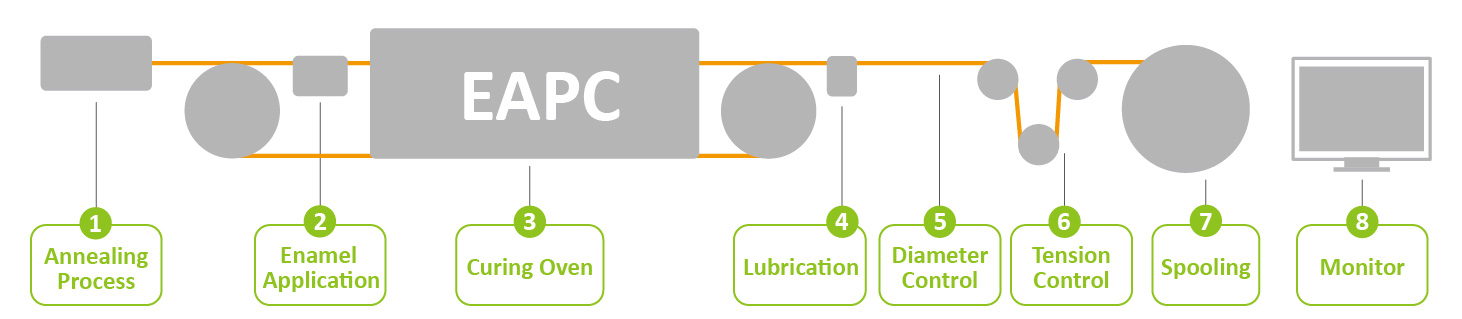
(1) Annealing Process
During the wire drawing process, the grain structure of the bare wire changes due to cold deformation. The annealing process allows the copper to recrystallize and regain softness. To prevent oxidation of the wire surface, this high-temperature stress-relief process is carried out in an environment with protective gas. Oxidation of the wire can affect the adhesion between the copper wire and the insulation coating in the subsequent varnishing process. The softness of the wire is crucial for good winding characteristics, as it significantly reduces the frequency of wire breakage.
(2) Coating Process
There are two primary coating methods for wires: felt coating and die coating. Felt coating is mainly used for the production of fine wires, while die coating is primarily used for thicker wires. The application of the insulating varnish should aim to use thin and multiple layers of coating rather than a few thick layers to achieve better mechanical and electrical properties.
(3) Curing Oven
Solvents in the liquid insulation varnish are evaporated in a high-temperature curing oven, and then catalytically combusted in an energy-efficient and environmentally friendly manner. Temperature control during the curing process is crucial. If the temperature is too low, excess solvents will remain in the insulation coating, leading to poor adhesion and reduced mechanical and electrical properties. If the temperature is too high, the coating will become hard and brittle, causing the insulation layer to crack under mechanical stress.
(4) Lubricant
The surface of the enameled wire must be precisely coated with the specified amount of lubricant. Lubrication of the enameled wire is crucial for achieving stable winding characteristics and ensuring zero defects under high-speed winding conditions.
(5) Diameter Control
Laser technology is used to continuously monitor the final outer diameter of all wires.
(6) Tension Control
Maintaining continuous and stable tension control during the varnishing process ensures that the wire is uniformly wound on the spool. Effective tension control helps avoid changes in resistance due to stretching and ensures that the wire reel performs well during use by the customer.
(7) Winding
The spacing between wires and the rotational speed of the spool are critical production variables that must be closely controlled. This results in consistent and high-quality winding performance while minimizing issues such as wire jamming and tangling. Parameters such as winding spacing and spool speed are tightly regulated to ensure stable and reliable unwinding performance and to minimize the incidence of wire clumping and tangling.
(8) Monitoring
Operators can access all critical parameters of the varnishing process from the monitor.
Related articles :
• What is Nanocrystalline? Differences Between Nanocrystalline Cores and Ferrite Cores
• Bias Tee Inductor Solutions for Automotive Cameras
• WPC Qi Wireless Charging Standard and Testing Certification



